




חלקי MIM לבסיס תקשורת אופטי 5G
תהליך הזרקת מתכת זכה בהדרגה להכרה, מקובלת ומוערכת על ידי אנשים. על מנת לענות על צורכי הייצור של חלקים מורכבים יותר, הטכנולוגיות החדישות ביותר בתחומים רבים הוכנסו ללא הרף לתעשיית ה-MIM, ונעשו חידושים נמרצים, אשר הופכים גם את הזרקת מתכת טכנולוגיות חדשות ותהליכים חדשים צצים ומיושמים ללא הרף. לפיתוח וייצור.
הצגת המוצר
|
בסיס תקשורת אופטי 5G MIM Parts |
|||||||||
|
פריט |
חוֹמֶר |
תהליך ייצור |
טמפרטורת סינטרה |
עובש |
המותאם אישית |
|
|||
|
בסיס סיבים |
316 |
הזרקת מתכת |
1350 מעלות -1500 מעלות |
להיות מותאם אישית |
כן |
|
|||
|
תרכובת כימית |
C: פחות או שווה ל-0.08 |
||||||||
|
חומרים זמינים |
פלדת אל-חלד דלת פחמן, סגסוגת טיטניום (Ti, TC4), סגסוגת נחושת, סגסוגת טונגסטן, סגסוגת קשה, סגסוגת בטמפרטורה גבוהה (718, 713) |
||||||||
|
סיים |
דיוק מידות |
צפיפות המוצר |
טיפול במראה החיצוני |
משקל מתאים |
|||||
|
חספוס 1-5מיקרומטר |
(±{{0}}.1 אחוז -±0.5 אחוז ) |
92-95 אחוז |
השתקפות מראה |
0.03g-400g) |
|||||
|
התנהגות מכנית |
• 316 חישול • 316L חישול • קפיץ 316/316L מחוסמ |
||||||||
תיאור מוצר
שם המוצר: בסיס תקשורת אופטי 5G חלקי MIM
חומר המוצר: SUS316L, SUS304
תהליך ייצור: הזרקת אבקת מתכת ברמת דיוק גבוהה MIM
אפקט פני השטח: המשטח חלק, שטוח, ללא שריטות ברורות, חוסר חומר, כתמים וכו'.
ביצועי מוצר: צפיפות גבוהה (יותר מ-7.5), ביצועי ריתוך טובים.
דיוק ממדי: דיוק הסינטר של המוצר יכול להגיע ל-±0.5 אחוזים מערך הממדים, כדי לעמוד בדרישות ההרכבה.
סיווג תהליך הזרקת מתכת
תהליך הזרקת מתכת הוא טכנולוגיה רב תחומית ואחד מתהליכי העיצוב המדויק המתקדמים לחלקי מתכת.
תהליך הזרקת מתכת זכה בהדרגה להכרה, מקובלת ומוערכת על ידי אנשים. על מנת לענות על צורכי הייצור של חלקים מורכבים יותר, הטכנולוגיות החדישות ביותר בתחומים רבים הוכנסו ללא הרף לתעשיית ה-MIM, ונעשו חידושים נמרצים, אשר הופכים גם את הזרקת מתכת טכנולוגיות חדשות ותהליכים חדשים צצים ומיושמים ללא הרף. לפיתוח וייצור.
•טכנולוגיית עיבוד והרכבה של ריק הזרקה
למרות שהחוזק של ריק ההזרקה לפני הסרת השומנים נמוך בהרבה מזה של חלקי המתכת לאחר הסינטר, עדיין יש לו חוזק מסוים וניתן לעיבוד ולגזוז.
ניתן ליישם את טכנולוגיית העיבוד של הוספה והפחתה של חומרים כדי לשנות את הגודל והצורה של הריק. זה יכול לבצע חיתוך שערים, עיבוד קו פרידה, קידוח, שיפוע ועיבוד אחר של הסרת חומרים על בילט ההזרקה לפני הסרת השומנים.
בשל הריק הרך יותר, הבלאי בכלי מצטמצם מאוד. לריק יש חוזק חלש והוא ניזוק בקלות, המצריך מהירות חיתוך גבוהה וקצב הזנה נמוך כדי לעמוד בדיוק העיבוד הממדיים הסופי.
תהליך ההרכבה המסורתי הוא חיבור החלקים הסינטרים, ואפשר גם לשלב את החלקים הריקים בהזרקה לפני הסרת השומנים. ישנן כיום שלוש שיטות לתהליך הרכבה זה: האחת היא להשתמש בחסר היצוק הראשוני כתוספת עבור הזרקה שנייה; השני הוא לבצע דפוס מרוכב של חומרים מרובי רכיבים; השלישית היא להרכיב חלקי הזרקה בודדים לגוף אחד לפני הסרת השומנים.
אם כל חלק ריק מעוצב בהזרקה בדיוק מאותו חומר הזרקה, התאמת תכונות הסרת שומנים והתכווצות סינטר יכולה להבטיח שילוב טוב; אם כל ריק יוצר בהזרקה מחומרי הזרקה שונים, יש לנקוט באמצעים למניעת סדקים ועיוותים.
שימוש בטכנולוגיה זו יכול לפשט את מבנה התבנית ולהפחית את עלות התבנית; ליצור חלקים בעלי צורות מורכבות יותר שקשה לעבד בטכניקות מסורתיות; ליצור חלקי חומר מרוכבים עם דרישות ביצועים ופונקציונליות שונות או לחסוך חומרי גלם יקרי ערך.
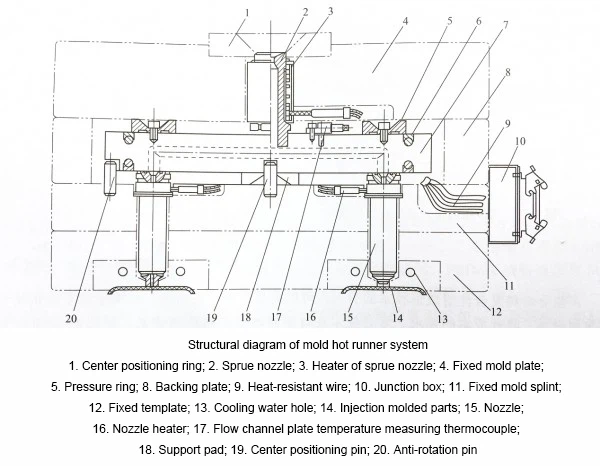
• טכנולוגיית Hot runner
תבנית הזרקת ה-hot runner היא תבנית הזרקת צבירה אמיתית שאינה פועלת, וטכנולוגיית ה-hot runner היא טכנולוגיה מתקדמת בתהליך ההזרקה.
באמצעות טכנולוגיית תכנון, ייצור ובקרה מדויקים, חומר ההזרקה בכל הרץ נשמר תמיד במצב מותך, ולא נמנעת קרישת תעלת זרימה, ריור, התחממות יתר, הפרדה או פירוק של חומר ההזרקה.
מבנה הרץ החם מורכב בעיקר מחרירי תעלות ראשיות, לוחות רץ, חרירים, אלמנטי חימום ומדידות טמפרטורה, חלקי התקנה והידוק.
בשל הקושי הטכני הגבוה, כל מערכת הוט ראנר מתוכננת ומיוצרת בדרך כלל על ידי חברה מקצועית. הסט השלם של תבניות הוט ראנר המורכבות מתוכנן ומיוצר במשותף על ידי חברות תבניות הזרקה מנוסות וחברות ציוד חם ראנר כדי להבטיח התקדמות חלקה של הזרקה.
מבנה העובש של מערכת ה-hot runner מורכב והעלות גבוהה, המתאים לייצור רציף המוני:
- שימוש במערכת הרץ החם ללא רצים לתהליך שחרור העובש של האגרגט, כל תהליך ההזרקה קל יותר למימוש בקרה אוטומטית;
- אין שימוש מעורב בחומרים ממוחזרים ראנר, יציבות תהליך הייצור משתפרת, ומשופרת עקביות האיכות של מוצרים בייצור המוני;
- אובדן הלחץ של תעלת הזרימה מצטמצם, ניתן להפחית את לחץ ההזרקה, נטיית ההפרדה וההשפלה של חומר ההזרקה מופחתת, הלחץ השיורי של המוצר מופחת והדפורמציה מצטמצמת;
- זמן החזקת הלחץ ארוך יותר ויעיל, מפחית את קצב ההתכווצות של חלקי ההזרקה, והצפיפות של כל חלק של החלק אחידה יותר;
- ניתן לייצר מוצרים בעלי גודל גדול יותר, עובי דופן דק יותר, צורה מורכבת יותר ודיוק גבוה יותר;
- שילוב עם השער הסמוי שבדרך כלל לא ניתן להשתמש בו בתבניות MIM, זה יכול להפחית את תהליך עיבוד השער הריק ולשפר את יעילות הייצור;
- חסכון באנרגיה, ייצור המוני יכול להפחית את העלות.
• טכנולוגיית כלי עבודה מהירים
עלות הייצור של תבניות ייצור רגילות היא בדרך כלל גבוהה מאוד. במקרים רבים יש צורך לייצר תבניות נסיוניות כדי למצוא בעיות שעלולות להיתקל בהן בכל תהליך אימות התכנון והייצור. יש לשנות את התבנית הסופית. על מנת להתאים את עצמם למצב זה, נעשה שימוש בטכנולוגיות רבות של תבניות מהירות או רכות לייצור תבניות ניסיוניות העומדות בייצור ניסיוני של מאות חלקים.
כיום נעשה שימוש בסגסוגת אלומיניום, שרף אפוקסי מחוזק בחלקיקים, נחושת בריליום, פלדה דלת פחמן, נירוסטה וסגסוגת קובלט לייצור תבניות הזרקת מתכת רכה. מדי פעם, אבץ, אלומיניום וסגסוגות ביסמוט משמשות גם לייצור תבניות בדיקה ואבות טיפוס לדוגמא בשל קלות היווצרותן.
אבל תבנית הייצור הסופית תהיה עשויה מחומר קשיח מכיוון שקל לשרוט אותה ולפגוע בה.
שימוש בעיקרון של טכנולוגיית תבניות גומי סיליקון לייצור תבניות הזרקת פלסטיק של MIM עם חיי שירות מוגבלים היא טכנולוגיית תבניות חדשה יחסית. את הפלסטיק המותך יוצקים סביב חלל הדגם הראשי, ולאחר התמצקות והתקשות חותכים את הפלסטיק כדי להוציא את הדגם הראשי. נדחסות לתוך בסיס תבנית מוגבל, תבניות פלסטיק כאלה יכולות לשמש כדי לעמוד במאות ניסיונות הזרקה בלחץ נמוך.
טכנולוגיית לייזר מהיר של אב טיפוס היא שיטת ייצור של תבנית או אב טיפוס פשוטה מאוד, המשתמשת בסריקת לייזר וצבירה אינטגרלית של אבקת פלסטיק או מתכת לייצור ישיר של חללי עובש. תהליך ייצור תבניות נוסף של טכנולוגיית לייזר מהיר של אבות טיפוס הוא שימוש בדגמי שרף או נייר מצטברים לייצור חללי עובש על ידי יציקה מדויקת או אלקטרופורמינג.
פני התבנית המיוצרת בשיטות אלו מחוספסים יחסית והדיוק נמוך, שאינו יכול לעמוד בדרישות המחמירות של תבנית הייצור.
חלל העובש או מרכיביו המשמשים בייצור בקנה מידה גדול מאוד קלים ללבישה, וטכנולוגיית עובש מהיר תהיה תהליך יעיל מאוד.
• טכנולוגיית גיבוש הליבה fusible
עבור חלקים בעלי ליבות מורכבות במיוחד או מבנים מיוחדים שקשה לפרק אותם בשיטות קונבנציונליות, ניתן לפתור את בעיית הדפוס של חלקים כאלה באמצעות טכנולוגיית יציקת ליבות מותכות.
הרעיון הבסיסי של טכנולוגיית הליבה הניתנת להיתוך הוא להפוך את מבנה הליבה של החלקים המורכבים או הקשים ליצירת תוספות עשויות שרף, נייר, מתכות בנקודת התכה נמוכה וכו'. צא עכשיו. לאחר מכן השתמש בשיטות כגון התכה, פיצוח והמסה של ממס כדי להסיר את התוספות שנותרו בחסר ההזרקה לפני הסינטר.
בשיטה זו קל לבצע ייצור המוני של חלקים שקשה עד בלתי אפשרי לייצור ישירות על ידי הזרקת מתכת קונבנציונלית, כמו שקעים פנימיים מסביב, שיניים עדינות וחוטים קטנים.
מדוע לבחור ב- Zhongwei Precision כשותפה?
• לנצח עם השקעה מו"פ בעצימות גבוהה וניהול מקצועי
יכולות מו"פ חזקות, השקעת מו"פ גדולה ויכולות התאמה אישית מובחנות חזקות; להנהלה ולצוותים הטכניים יש יותר מ-10 שנות ניסיון במו"פ, ייצור ומכירות של מתכות אבקה; מוצרי החברה התפשטו ברחבי דלתת נהר הפנינה ובאזורים כלכליים מקומיים מרכזיים, ונמכרים מעבר לים.
• לנצח עם אבטחת איכות
ייצור של חלקי חומרה מכניים שונים בעלי דיוק גבוה ומורכבים. עסק עיקרי: בסיס נחושת, בסיס ברזל, נירוסטה, יציקת עיתונות מדויקת של אבקת מתכות (PM), יציקה מדויקת של שחרור שעווה והזרקה (MIM), אלמנטים מסננים נקבוביים מפלדת אל חלד וברונזה, וכו'.
• נצח עם יכולות משלוח בזמן והפצה לוגיסטית
אמצו את מנגנון המענה המהיר של ביצוע הזמנה וסידור ייצור, ושאפו להשלים את האספקה בזמן המהיר ביותר. שפר מאוד את יעילות הייצור של העסק שלך! החברה מיישמת מנגנון מדלת לדלת כדי לגרום לעסק שלך להרגיש אינטימי יותר!
• זכה בשירות איכותי
לצוות ניהול עמוד השדרה והצוות הטכני ניסיון ניהולי רב שנים, ובמקביל בעלי ניסיון של 10 שנים במחקר ופיתוח, ייצור, איכות וכד'; שואפים להגיע להישגים מעבר לציפיות הלקוח, החל מהזמנת הלקוח ועד אספקת המוצר עד הדלת, להעניק ללקוחות תמיכה טכנית, ניתוח נתונים ושירות משרת גמיש ואיכותי!
• לנצח עם מחיר סביר ויתרונות חסכוניים
הרעיון של מוצרים יוקרתיים ומחירים בינוניים הוא הליבה, ואנו מקפידים על בקרת עלויות מחומרי הגלם ועד לתהליך הייצור.
לספק ללקוחות מחירים איכותיים וסבירים, ולהתעלות על המחירים בתמורה.
תהליך הזרקת מתכת

מערכות איתור








שלח החקירה